
Hydraulic System Troubleshooting: Hydraulic Tanks, Breathers, and Hydraulic Oil Contamination
Hydraulic systems are designed to transmit power in a controlled manner through the use of pressurized fluid. There is a finite amount of hydraulic fluid in the system that is continuously stored and reused while the system is running. This makes fluid storage tanks, tanks, an essential part of any hydraulic system .
The hydraulic oil tank actually performs many functions in the hydraulic system because it:
> Holds a certain volume of liquid
> Transfer heat from the system
> Allow solid contaminants to settle, and
> Promote the release of air and water in the fluid.
Although "fluid storage tank" seems to be a very simple concept, the design and implementation of storage tank is very important. The efficiency of even the most well-designed hydraulic system will be affected by improper design of the hydraulic oil tank.
What are the design considerations for the hydraulic oil tank?
#1. Fuel tank size
The general rule for the size of the hydraulic tank depends on whether the system is open or closed. For most industrial applications, the tank volume should be 3 to 5 times the pump flow per minute and at least 2.5 times the flow. While this is true in most cases, in some cases a larger tank may be required - for example, to ensure that the level remains above the pump inlet line.
Conversely, there may be reasons why smaller fuel tanks are desirable - for example, if the overall design is very lightweight or compact.
It is worth noting that smaller sizes may have smaller heat transfer surface areas, so it may be necessary to increase the power of the heat exchanger or cooler in the design to ensure that the fluid temperature remains within the acceptable parameter range.
In addition, when the hydraulic fluid returns to the tank, a smaller tank volume is more likely to bubble and agitate the fluid. Take certain measures or special components to reduce the speed of returning fluid to help minimize these problems. This is important because aerated fluid can cause pump damage, cavitation, or premature failure.
#2. Contaminants and filtration
If the fluid contamination in the hydraulic system is too high, more than half of the hydraulic components will fail.
"Older hydraulic systems have lower operating pressures, simple gear pumps, and lever operated directional valves. Particulate contamination may cause some degradation, but this rarely results in intermittent or catastrophic failure."
"Modern hydraulic systems are characterized by small tolerances between the internal parts of the valve and the use of proportional electromagnets with small forces.
This means that particulate contaminants can easily interfere with normal operation.
Now, even in closed systems, fluid contamination can come from various internal or external sources, but a common source is the air breathing apparatus in the hydraulic oil tank.
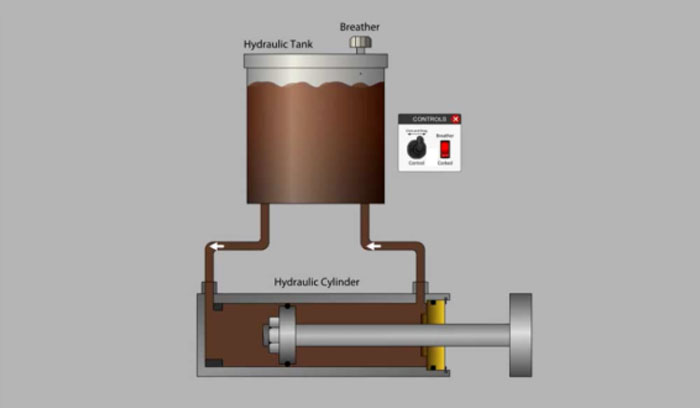
The hydraulic oil tank requires a breather to allow air in and out of the tank:
When the pump discharges oil, air is sucked into the hydraulic oil tank through the respirator, and fluid is sucked into the hydraulic cylinder;
When fluid returns from the cylinder to the tank, the breather releases air.
If the air outlet channel from the oil tank is restricted or blocked, the internal pressure may rise above a safe level, which may lead to serious leakage.
If too little air is allowed to enter the tank, a partial vacuum will be generated, which will cause cavitation, damage the pump and reduce the flow rate in the system.
Therefore, the respirator design usually includes a mesh filter. It must be monitored to ensure that it is not blocked. The differential pressure switch indicates when the filter is clogged.
However, mesh filters do not solve all problems. In addition to filtering out dust and other solid contaminants, filters also need to ensure that water does not enter the tank. In hydraulic systems, water can degrade the performance of the hydraulic oil and cause erratic operation or component failure. Because of the moisture in the air, water can enter the system through the respirator.
The solution to this problem is to use a dry filter breather, which uses a fine particle filter and desiccant to capture moisture in the air before it enters the hydraulic oil tank. It is also necessary to monitor and maintain the desiccant and filter breather, because the filter element will eventually be blocked and the desiccant will be exhausted over time.
In this way, you can ensure that any air drawn into the hydraulic tank space is clean and dry - reducing the possibility of contaminants entering the hydraulic system.
#3. Additional filtering
Traditionally, hydraulic oil tanks have been sized to allow contaminants to sink to the bottom of the tank, preventing contaminants from circulating in the hydraulic system.
However, additional inlets and outlets can be used to form a separate cycle. This circuit consists of circulating pump, filter and connecting hose or pipe. This allows the fluid to be filtered and returned to the hydraulic tank.
This additional filtration helps to further reduce the risk of contaminants in the hydraulic system. In industry, this is a common circulating filtration system (including filter, cooler, even heater, etc.)
#4. Monitoring and maintenance
As we have mentioned, filters and respirators must be monitored and maintained to ensure their continued effective operation.
The cost of sensors and communications today means that adding additional automated monitoring to your hydraulic system is often cost-effective. For example, because heat is the primary cause of hydraulic oil degradation, you may want to install a temperature monitor in the hydraulic tank.
Although high temperature readings require a switch for safe and fast shutdown, thermostatically controlled fluid heaters may be required in cold environments. Cold, viscous fluids can also damage the pump suction line and the pump.
Finally, the level indicator is another important feature to be included in the tank design. If you are not automatically measuring, specifying a switch to signal when the liquid level becomes dangerously low will help prevent catastrophic and expensive repairs.
PEHEL factory adopts the most advanced equipment and the best quality materials. Our hydraulic hose couplings are used in many industries along with marine, automotive and power technology. We manufacture all components to global standards BSP, JIS, SAE and DIN. As a result, hose fittings typically adhere to strict standards that specify fitting construction, dimensions, and pressure ratings. We are delighted with our reputation and our CE&SGS ISO 9001 certification.
Q: Are you a hydraulic trading company or a hydraulic manufacturer?
A: We are a factory.
Q: How long is your delivery time?
A: If the goods are in stock, generally 5-10 days. or 15-20 days, if the goods are not in stock, it depends
quantity.
If you have hose fittings, hydraulic adapters, hose assembly, manifold block, hydraulic machine, flange fittings.questions, please feel free to contact us or contact to our sales team: https://www.pehelhydraulic.com/contact.html